Schweißverbindungen weisen im Vergleich zum Grundwerkstoff deutlich geringere Schwingfestigkeiten auf. Dies ist auf die, in Abhängigkeit des Schweißdetails vorliegende Kerbwirkung zurückzuführen und kann durch reine Schweißprozessoptimierungen nicht vollständig vermieden werden. Maßnahmen zur Erhöhung der Schwingfestigkeit geschweißter Bauteile sind bereits industriell eingeführt und beruhen im Wesentlichen auf einer Minimierung der Kerbschärfe und/oder dem Einbringen von Werkstoffverfestigungen im Nahtübergangsbereich. Hierzu gehören unter anderem ein Beschleifen der Schweißnähte oder der Einsatz des WIG-Wiederaufschmelzens. Mechanische Oberflächenbehandlungen, wie das (Hochfrequenz-) Hämmern und das in der Automobilindustrie verbreitete Kugelstrahlen, werden bislang nur selektiv eingesetzt. Ein wesentlicher Nachteil dieser Schweißnahtnachbehandlungsverfahren ist der damit verbundene zeitliche und monetäre Aufwand eines zusätzlichen Fertigungsschrittes.
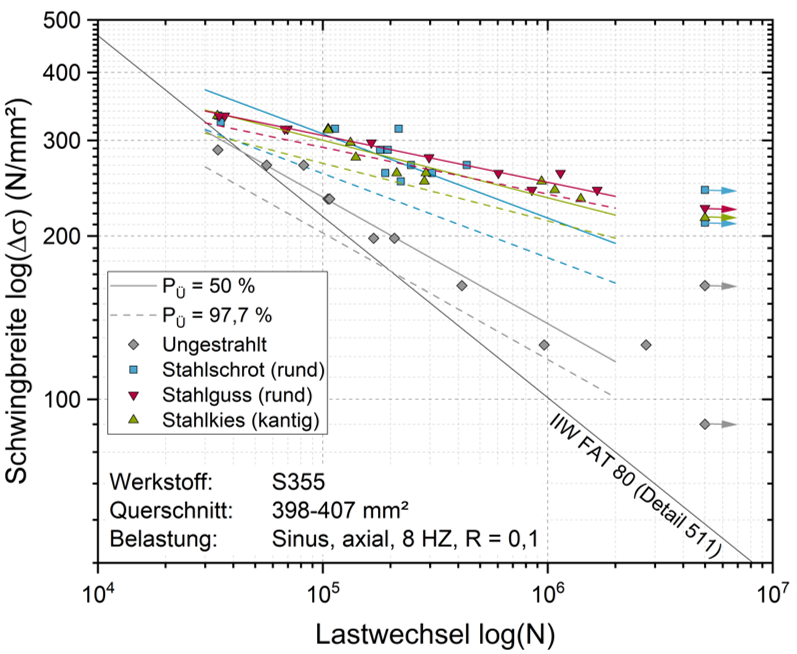
Das Reinigungsstrahlen hingegen ist ein Prozess, der in der schweißtechnischen Fertigung weitgehend etabliert ist, um die Oberflächen für Korrosionsschutzbeschichtungen oder das Aufbringen von Lacken zu reinigen und vorzubereiten. Neben der für die Anhaftung der Beschichtungen notwendigen Rauheit der Oberflächen werden dabei Rückstände vom Schweißen, wie z.B. Schlacke oder Pulverreste, entfernt. Dieser Prozess des Reinigungsstrahlens ist dem des Kugelstrahlens (spezieller: des Verfestigungsstrahlens) mit dem Ziel der Festigkeitssteigerung durch Randschichtoptimierung weitgehend ähnlich. Es wird gleichfalls eine mechanische Kaltverfestigung der Oberfläche sowie ein günstiger Eigenspannungszustand in der Randschicht erzeugt. Jedoch werden aufgrund der unterschiedlichen Zielgröße „Reinheit und Oberflächenrauheit“ anstatt „Festigkeitssteigerung“ nicht die Reinigungsstrahlparameter kontrolliert, sondern die Oberflächenbeschaffenheit. Durch eine gezielte Anpassung des Strahlmittels und eine Einstellung und Kontrolle der Strahlparameter (Intensität und Überdeckungsgrad) kann auch beim Reinigungsstrahlen der festigkeitsseigernde Effekt gezielt eingestellt werden. Dies konnte bereits im abgeschlossenen Vorhaben IGF-Nr.: 18.985 N „Qualifizierung des Reinigungsstrahlens als Nachbehandlungsverfahren zur Schwingfestigkeitsverbesserung von Schweißverbindungen“ gezeigt werden. Damit der Verfahrenseinsatz zukünftig für kmU etabliert werden kann, um effizientere schweißtechnische Bauteile herstellen sowie die Wettbewerbsfähigkeit steigern zu können, ist es nun notwendig eine Absicherung der Erkenntnisse durchzuführen. Dies betrifft die Ausweitung der Untersuchungen auf erweiterte Schweißdetails mit erhöhter Kerbschärfe und den Wirksamkeitsnachweis des Reinigungsstrahlens unter Betriebsbeanspruchung.
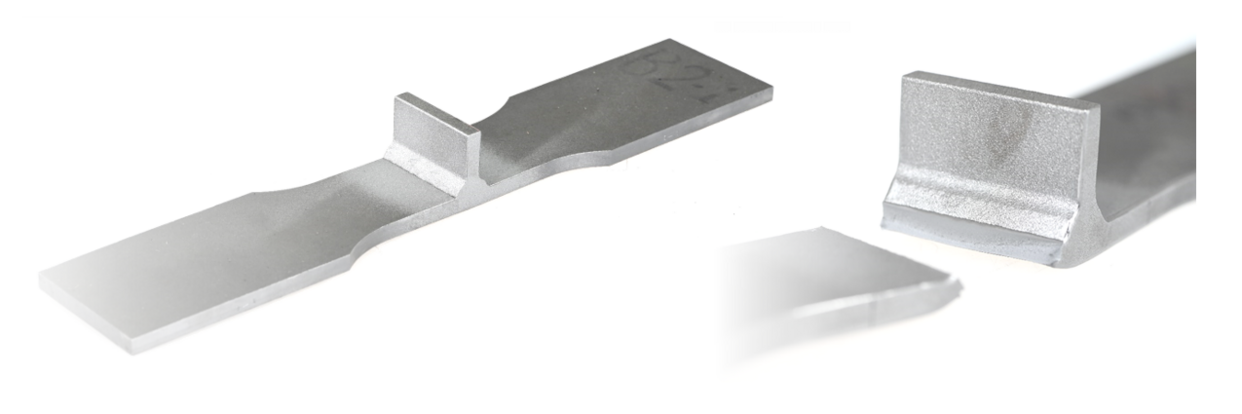
Das grundsätzliche Potential des Reinigungsstrahlens zur Steigerung der Schwingfestigkeit ist bereits nachgewiesen. Durch das Forschungsvorhaben wird die Absicherung dieser Erkenntnis in Bezug auf kerbscharfe Schweißdetails, Bauteile und Betriebsbeanspruchungen erreicht.
Forschungsvereinigung Schweißen
und verwandte Verfahren e. V. des DVS