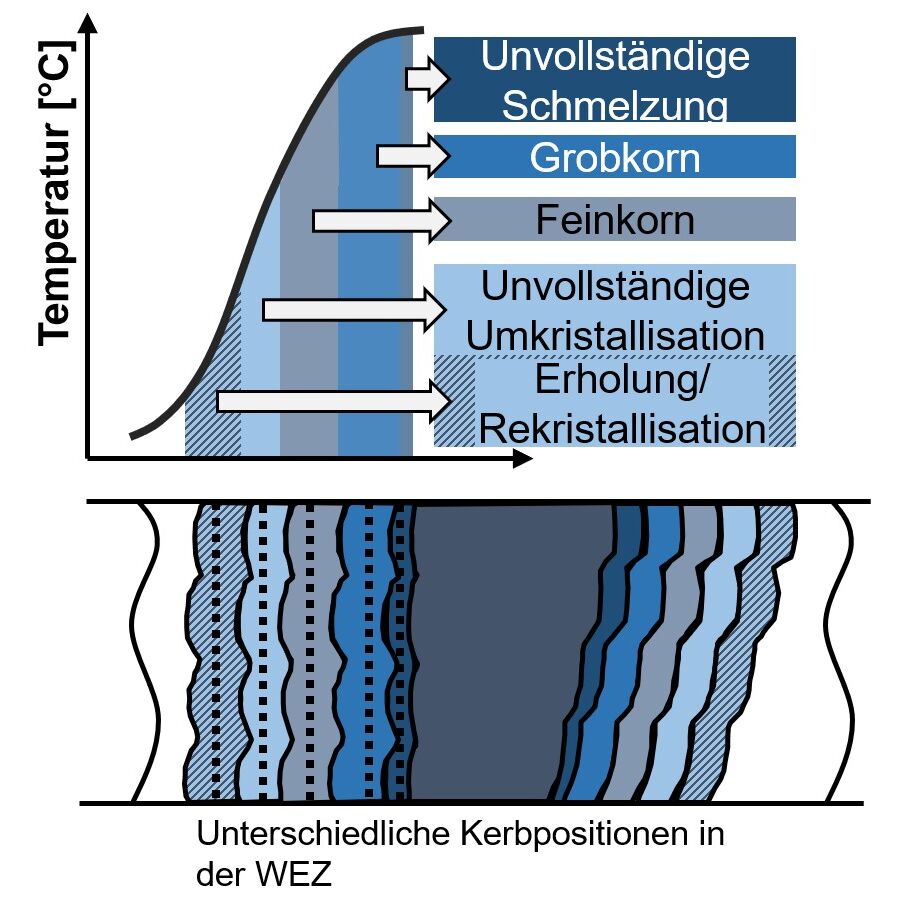
Höchst- und ultrahochfeste Stähle mit Streckgrenzen bis 1300 MPa werden zunehmend im industriellen Umfeld eingesetzt. Insbesondere im Mobilkranbau werden diese Stahlgüten in großem Umfang verwendet. Durch fertigungsbedingte Restriktionen von bspw. Kranauslegern müssen die Stähle häufig mittels Biegen kaltumgeformt werden, bevor ein Schweißverfahren angewendet wird. Die induzierte Wärmebehandlung, welche die Stähle durch das Schweißen erfahren, führt in kaltumgeformten Bereichen zu einer Verminderung der Duktilität. Eine erhöhte Sprödbruchgefahr ist in diesen Bereichen die Folge. Von der Versprödung besonders betroffen sind Bereiche, bei denen eine Rekristallisation stattfindet.
Aktuelle Regelwerke bieten Vorgaben für Schweißungen in kaltgeformten Bereichen bei normalfesten Stählen. Höchst- und ultrahochfeste Stähle müssen jedoch durch aufwendige experimentelle Versuche von Unternehmen validiert werden. Besonders für kleine und mittlere Unternehmen (kmU) ist dieser zusätzliche Aufwand kaum realisierbar.
In diesem Forschungsprojekt werden unerwünschte Einflüsse des Schweißens in kaltumgeformten Bereichen untersucht. Diese Einflüsse werden durch die Charakterisierung des Werkstoffverhaltens mittels zerstörenden Prüfverfahren wie dem Bruchmechanikversuch, Kerbschlagbiegeversuch und dem Zugversuch ermittelt. Weiterhin werden umfangreiche werkstofflichen Analysen durchgeführt. Hierzu werden Korngrößen vermessen und die Gefüge anhand von Schliffbildern bestimmt. Um die gewonnenen Erkenntnisse aus dem Forschungsprojekte für die Industrie nutzbar zu machen, werden Empfehlungen zur Erweiterung bestehender Regelwerke erarbeitet. Dadurch soll zusätzlicher Aufwand für kleine- und mittlere Unternehmen beim Einsatz von höchst- und ultrahochfesten Stählen vermieden werden.
Forschungsvereinigung: Forschungsvereinigung Stahlanwendung e.V. FOSTA
Förderungsdauer: 01.02.2021 – 31.03.2023
Förderkennzeichen: IGF-Nr.: 21.558 N