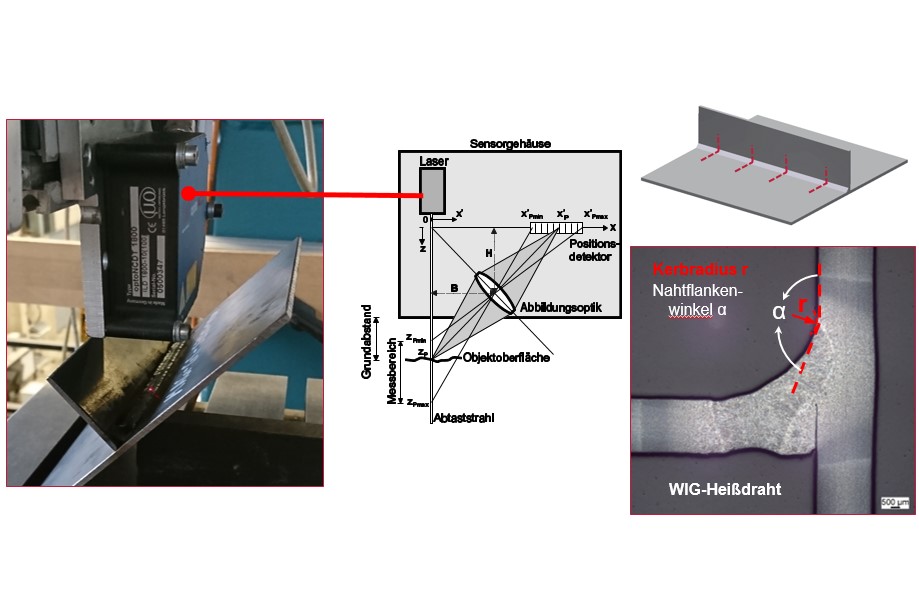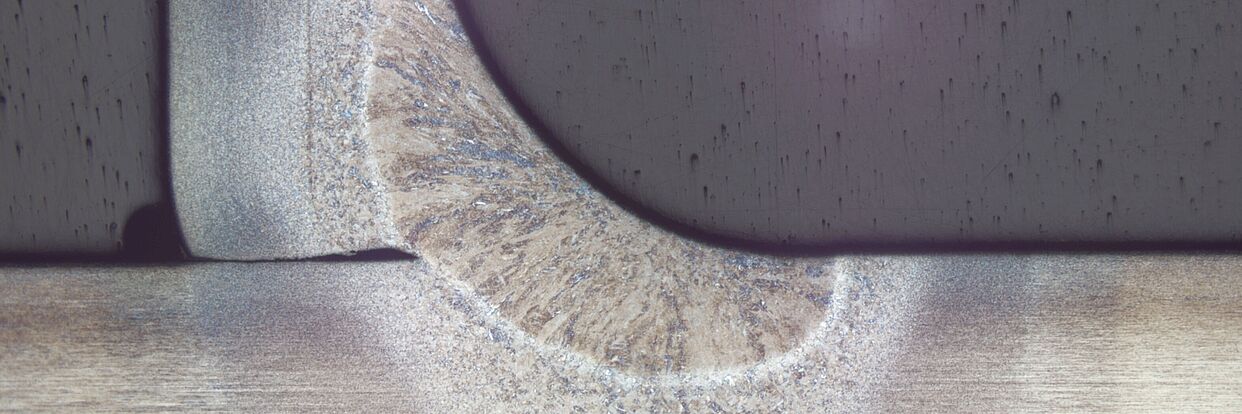
In immer mehr hochzyklisch beanspruchten Komponenten, wie beispielsweise aus der Automobilindustrie, finden höherfeste Stähle ihren Einsatz. Mit diesen sollen höhere Sicherheiten erzielt und damit ein Schritt in Richtung Leichtbau betrieben werden. Jedoch können derartige Werkstoffe, sobald diese einem Schweißprozess unterzogen wurden, ihre hohen Festigkeiten lediglich unter statischer Belastung entfalten. Durch das Vorhandensein von scharfen Kerben, die infolge des Schweißens auftreten und eine negative Auswirkungen auf die Schwingfestigkeit besitzen, wird die Höhe der zu erzielenden Schwingfestigkeit hochfester Stahl-Werkstoffe von deren eigentlicher Werkstofffestigkeit entkoppelt. Die derzeit eingesetzten Schweißnahtnachbehandlungsverfahren, die entweder über geometrische Veränderungen der Schweißnaht und/oder dem Einbringen von Druckspannungen in die Randschichten zu einer Steigerung der Schwingfestigkeit führen sollen, erweisen sich jedoch als ein zusätzlicher Bearbeitungsschritt, der sich aus wirtschaftlicher Sicht als ein Kostenpunkt herausstellt, den es zu vermeiden gilt. Aus diesem Grund wird nach Möglichkeiten gesucht, den Schweißprozess für das Schweißen höherfester Stahl-Werkstoffe dahingehend zu optimieren, dass sich eine Nahtgeometrie ausbildet, von der eine Steigerung der Schwingfestigkeit zu erwarten ist. Dabei spielen, wie sich aus vorhergehenden Untersuchungen herausgestellt hat, vor allem der Nahtflankenwinkel und der Kerbradius eine besondere Rolle. Daher werden für die in diesem Projekt durchgeführten Untersuchungen Nahtflankenwinkel > 160 ° sowie Kerbradien > 1 mm als Mindestgrößen angestrebt.
Schweißen und verwandte Verfahren e.V. des DVS